
Embutición
APUNTES
VIDEOS
Embutido profundo --- 2 --- Embutición sin pisado --- Cómo se hacen las ollas de inox --- Matriz de embutición y corte --- MATRIZ PARA EMBUTIR Y TROQUELAR ACERO INOXIDABLE ---
EJERCICIOS
Ejercicio embuticion SOL --- Dos ejercicios con SOL ---Más ejercicios con SOL ---
|
Se embute un disco de diámetro D
dentro de un dado Si el punzón y el dado tienen esquinas agudas (R=0),
se realizará una operación de perforado (punzonado)
de un agujero en lugar de una operación de embutido.
Los lados del punzón y del dado están separados
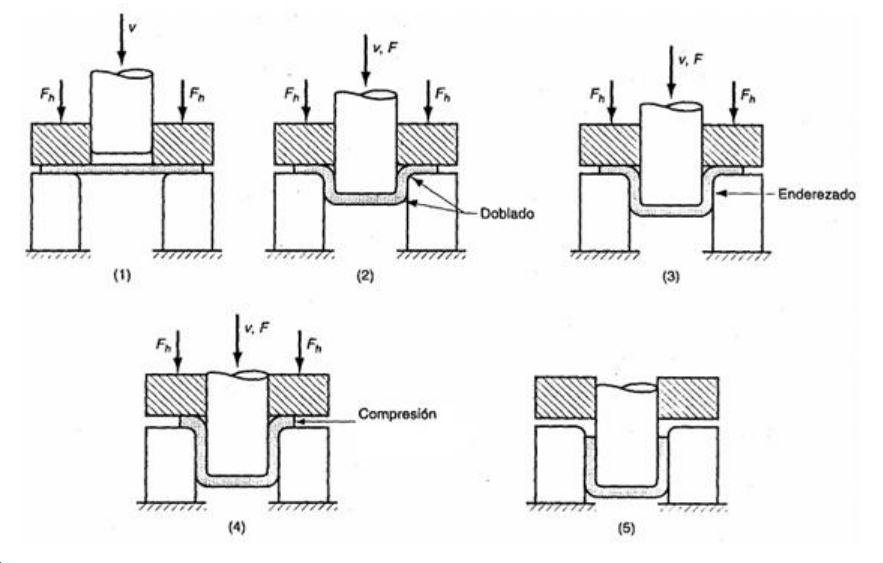
por un claro c . El punzón aplica una fuerza F para realizar la deformación del metal y el sujetador de piezas o de formas aplica una fuerza de sujeción Fh Conforme el punzón se desliza hacia abajo, hasta su posición final, la pieza de trabajo experimenta una serie compleja de esfuerzos y deformaciones al tomar gradualmente la forma definida por el punzón y la cavidad del dado. Cuando el punzón empieza a empujar al material de trabajo, somete al metal a una operación de doblado. La lámina es doblada simplemente sobre la esquina del punzón y la esquina del dado. El perímetro exterior del disco se mueve hacia el centro en esta primera etapa, pero sólo ligeramente. A medida que el punzón avanza, ocurre una acción de enderezado del metal que fue previamente doblado sobre el radio del dado, etapa (3) de la figura. El metal en el fondo de la copa, así como a lo largo del radio del punzón, se ha movido hacia abajo junto con el punzón, pero el metal que se había doblado sobre el radio del dado se endereza para que pueda jalarse dentro del claro y formar la pared del cilindro. En este punto se necesita más metal para reemplazar al que ahora forma la pared del cilindro. Este nuevo metal viene del borde exterior de la forma original. El metal en la porción exterior de la forma se jala o embute hacia la apertura del dado para sustituir al metal previamente doblado y enderezado que ahora forma la pared del cilindro. |
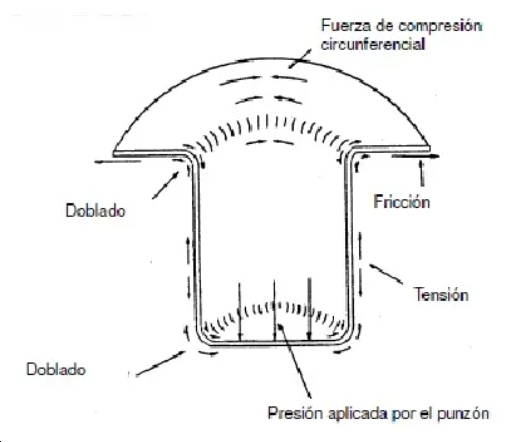
De este tipo de flujo de metal a través de un espacio restringido es de donde toma su nombre el proceso de embutido. Durante esta etapa del proceso, la fricción y la compresión
en el sujetador juegan papeles importantes. Para que el material,
cuyo movimiento es restringido por La magnitud de la fuerza de sujeción aplicada por
el sujetador, así como las condiciones de fricción
de las dos intercaras son factores que determinan el éxito
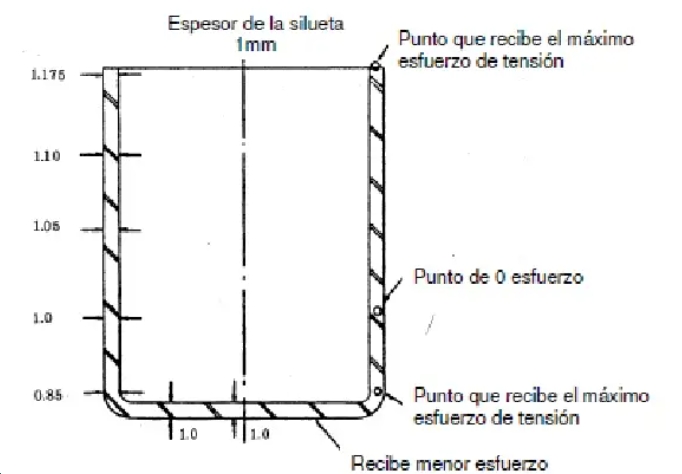
de la operación de embutido. La fuerza de sujeción aplicada sobre la forma se ve ahora como un factor crítico en el embutido profundo. Si ésta es muy pequeña ocurre la formación de arrugas en el borde superior; si es muy grande, evita que el metal fluya adecuadamente hacia la cavidad del dado, ocasionando estirado y posible desgarramiento (fractura) de la lámina. La determinación de la fuerza adecuada de sujeción implica un delicado balance entre estos factores opuestos. El movimiento progresivo del punzón hacia abajo ocasiona la continuidad del flujo de metal, causado por el estirado y la compresión que se han descrito previamente. Ocurre además, que puede presentarse adelgazamiento de las paredes del cilindro (no deseable), de tal forma que en una operación exitosa de embutido puede permitirse hasta un 25% de adelgazamiento, la mayor parte cerca de la base de la copa. |
| Diseño Industrial |
| Forjado |
| Laminado |
| Extrusión |
| Punzonado |
| Embutición |
| Troquelado |
| Plegado |
Medidas para embutir en sólo paso
Consideraciones para el diseño de una marriz de embutición
